Parque de Maquinaria
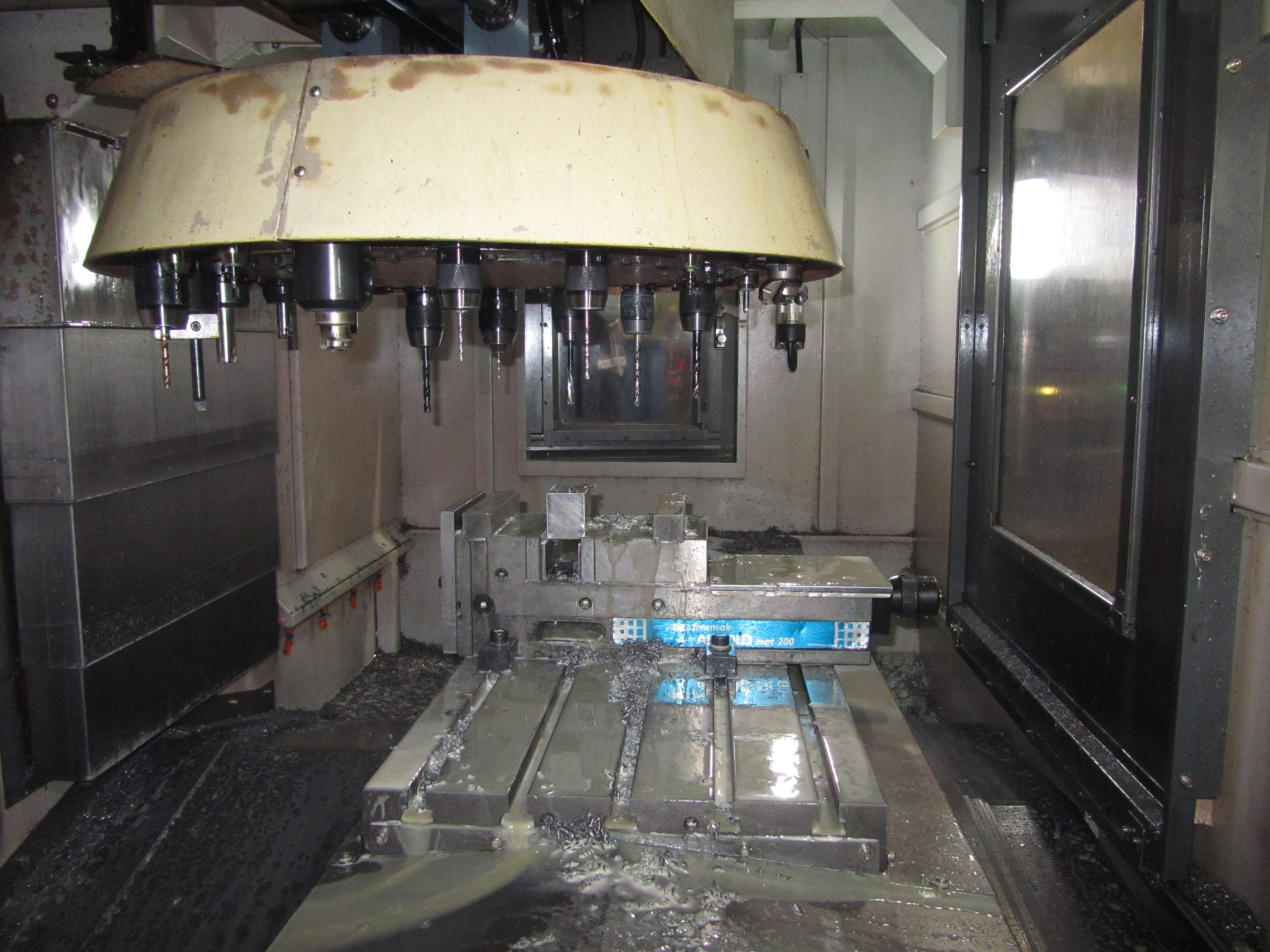
Los centros de maquinado son grandes ordenadores que combinados con maquina y herramienta son capaces de transformar a la vida real cualquier diseño de una pieza que se haya creado por ordenador convirtiéndolo en algo físico y palpable.
La programación CNC se realiza a través del control numérico de las máquinas o desde nuestro cadcam , donde son introducidas las instrucciones que debe seguir la máquina-herramienta durante el mecanizado, permitiendo así controlar todos sus movimientos de forma automatizada sin apenas intervención del operario.
Derivado del arranque de viruta. (herramientas utilizadas) Mecanizados en 2D y 3D con los que (gracias a nuestros Cad/Cam) logramos mecanizados en 3D dispuestos en las matrices, pisas y portamachos e incluso dobladores individuales conseguimos lograr los dobleces, pliegues y estampados necesarios para la homologación de la referencia más compleja.
Electroerosiones por hilo que nos permiten con Latón no recubierto de Ø0.25 mm en acero (X210CrW12) , espesor 50mm y estrategia de 1D+2R , rugosidades de 0,63 µm Ra (VDI-16) , verticalidades de 2 micras/lado y Dispersión de cotas en pieza <= 5 micras.
Precisiones con las que llegamos a conseguir ajustes de prensa , ajuste forzado , ajuste de arrastre , ajuste de adherencia , ajuste de entrada suave , ajuste de deslizamiento y ajuste de juego libre muy justo .
Con la ayuda de nuestros CAD y mediante la generación de programas lineales a 2 , 3 y 4 ejes, las utilizamos para la fabricación de matrices postizas , matrices de corte y/o embutición , machos de corte de alta precisión y cavidades en nuestros pisas , portamachos y elementos
(Mirar manual) las cuales mediante la generación de un arco eléctrico entre una pieza y un electrodo ( de cobre o grafito) en un medio dieléctrico (aceite cuya mayor particularidad es disipar la temperatura que se crea en el tanque de trabajo) conseguimos arrancar micropartículas de la pieza hasta conseguir reproducir en ella las formas del electrodo. Ambos, pieza y electrodo, deben ser conductores, para que pueda establecerse el arco eléctrico que provoque el arranque de material .
Dichas máquinas nos permiten desde generar los desahogos, ajustes y deformaciones pertinentes hasta conseguir cualquier tipo de rosca, espirales cónicas, destalonados interiores rectangulares (añadir fotos) en todo tipo de materiales con el tratamiento térmico (temple) previamente realizado.
https://es.wikipedia.org/wiki/Tratamiento_t%C3%A9rmico
Las rectificadoras son concebidas para mecanizados por abrasión y con mayor precisión dimensional y menores rugosidades que en el mecanizado por arranque de viruta, nos permiten. Las piezas que se rectifican son principalmente de acero endurecido mediante tratamiento térmico.
Generalmente son utilizadas en nuestra empresa para dar los acabados superficiales a las placas, elementos en su gran mayoría de deslizamiento a través de ellas, componentes activos y pasivos de los utillajes y herramientas, afilados a las matrices, punzones y machos de corte para conseguir un aumento considerable de la vida útil del afilado en sí, con el que además de demorar la puesta a punto de la herramienta, evitaremos la aparición de rebabas y roturas de los elementos de corte.
Es la principal maquinaria que identifica la matricería de alta precisión desde largo tiempo atrás.
En Corma Matriceros S.L.U. disponemos de muelas de borazón, diamante, Corindón y carburo de boro, por lo cual estamos capacitados para rectificar prácticamente cualquier tipo de material metálico.
Las fresadoras convencionales fueron, acompañadas en todo momento de las rectificadoras tangenciales e inseparables de los mayores expertos en el arte de la lima, la combinación ideal para la fabricación de matrices de corte y estampación desde hace más de 50 años.
Con los múltiples platos de cuchillas de los que dispone nuestra empresa, conseguimos realizar mediante arranque de viruta los despieces de todo tipo de componentes rectangulares diversos de los que están compuestos nuestros cortadores progresivos y herramientas en general.
En el año 1250 evolucionó para dejar las manos libres y transmitir el movimiento necesario con el pie mediante un pedal y pértiga flexible. Sobre el año 1658 se le incorpora el mandril y se inicia la mecanización de piezas de acero, hacia el año 1639 no se generalizaba su aplicación. Llegado el año 1770 y con la patente de una prensa hidráulica, comienza la industrialización combinada entre torno y prensa, y con ello los primeros utilajes que nos darían la posibilidad de fabricar en serie cualquier tipo de pieza redonda ya sea por el método de embutición, corte, estampado, lapeado… y por lo tanto el inicio de las primeras matrices de corte.
En nuestra empresa, su aplicación nos ayuda a fabricar cualquier tipo de pieza redonda en materiales muy diversos, ya sea para su posterior tratamiento térmico o para aceros no aleados, dependiendo de su aplicación.
En compañía de los tornos, fueron las primeras máquinas que ayudaron al gran salto de la industrialización. Con ellos realizamos todo tipo de taladro (siempre que sea redondo jejeje).
Nos ayudan a realizar el despiece previo para su posterior mecanizado
Con estas máquinas podemos hacer las pruebas pertinentes que requieran nuestras herramientas para su buen funcionamiento y correspondientemente homologación de la pieza resultante. Dado que las mismas en muchas ocasiones fabrican varias referencias de pieza, ya sea simultánea o individualmente, para Corma Matriceros es primordial contar con esta variedad de máquinas para poder complacer totalmente los requisitos directos e indirectos de nuestros clientes.
También nos dan versatilidad para fabricar pequeñas series de piezas con su posterior tratamiento externo o interno, cual sea que requiera la pieza.
Medios de manipulación.
- Elevador Jungueirinch 1300KG
- Mesa hidráulica 1500KG
- Puente grúa con imán 340KG
Metrología
- Proyector de perfiles STARET 350
- CMM o Medición tridimensional Euro C-544

Herramientas de medición
- Relojes comparadores con presión de hasta 0.002mm
- Comparador sonda digital
- Micrómetros de profundidad
- Juego de Calas patrón
- Micrómetros centesimales de exteriores
- Micrómetro de exterior 0-25mm milesimal digital
- Micrómetros centesimales de 0-25mm y 25-50mm interiores
- Alexómetros
- Goniómetros
-
Pies de rey centesimales desde 0-150mm hasta 0-300mm.
Diseños propios en 2D y 3D.
- Modelaje de alta precisión con SOLIDWORKS y LOGOPRESS3